วิธีเชื่อมตะเข็บแนวตั้งและแนวนอนโดยใช้การเชื่อมไฟฟ้า: คำแนะนำทีละขั้นตอน
การเชื่อมด้วยไฟฟ้าเป็นเทคโนโลยีในการรวมโครงสร้างของโลหะโดยการให้ความร้อนและหลอมด้วยอาร์คไฟฟ้าแพร่หลายไปในด้านต่างๆ ของเศรษฐกิจของประเทศ รวมถึงภาคเอกชนด้วย
ที่จริงแล้ววิธีนี้สามารถใช้เชื่อมโลหะทุกชนิดเข้าด้วยกันโดยคำนึงถึงอุณหภูมิของอาร์กไฟฟ้า (7,000-8,000 องศา) แต่ก่อนที่จะหันมาใช้เทคโนโลยีนี้ คุณจะต้องเรียนรู้วิธีการเชื่อมตะเข็บแนวตั้งโดยใช้การเชื่อมไฟฟ้า และเข้าใจเทคนิคในการได้ตะเข็บแนวนอน
เนื้อหาของบทความ:
รอยเชื่อม: คำจำกัดความทั่วไป
เทคโนโลยีการเชื่อมโลหะมีความเกี่ยวข้องอย่างใกล้ชิดกับแนวคิดของการเชื่อม สิ่งนี้เกิดขึ้นในระหว่างกระบวนการแข็งตัวของโลหะที่หลอมโดยการเชื่อมอาร์กด้วยไฟฟ้า
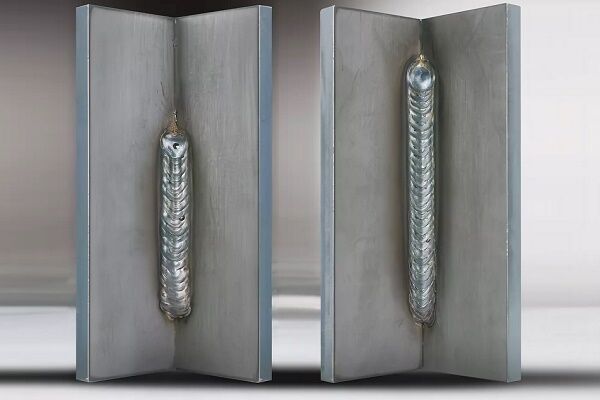
ตะเข็บสามารถวางในแนวนอนหรือแนวตั้งได้ทั้งนี้ขึ้นอยู่กับตำแหน่งของการเชื่อม นอกจากนี้ตำแหน่งเชิงพื้นที่ของตะเข็บอาจเป็นด้านล่าง ด้านข้าง หรือด้านบนก็ได้

วิธีที่ง่ายที่สุดและง่ายที่สุดในการดำเนินการถือเป็นการวางรอยเชื่อมในระนาบของขอบฟ้าล่าง ภายใต้สภาวะเช่นนี้ โลหะหลอมเหลวจึงค่อนข้างควบคุมได้ง่าย

ตัวเลือกที่เหลือสำหรับตำแหน่งของตะเข็บในพื้นที่ (ด้านข้างและด้านบน) ได้รับการยอมรับว่าเป็นเทคโนโลยีที่ยากต่อการใช้งานโดยต้องมีการศึกษาเทคนิคการเชื่อมและการพัฒนาประสบการณ์ที่เกี่ยวข้อง
วิธีการเชื่อมตะเข็บแนวตั้ง?
ความยากในการควบคุมการเชื่อมเมื่อสร้างตะเข็บแนวตั้งเกิดจากปรากฏการณ์ทางกายภาพทั่วไป - แรงโน้มถ่วง สิ่งนี้มีผลกระทบต่อมวลของโลหะหลอมเหลวซึ่งอยู่ในรูปของเหลวจะไหลลงมา
ในกรณีนี้ การกระทำของช่างเชื่อมมืออาชีพคือการป้องกันไม่ให้มวลหลอมเหลวหลุดออกจากบริเวณที่ทำการเชื่อม ส่วนโค้งไฟฟ้าที่ลุกไหม้อย่างเสถียรซึ่งจัดขึ้นที่ระยะห่างขั้นต่ำที่อนุญาตจากปลายอิเล็กโทรดถึงสระเชื่อมจะช่วยให้บรรลุผลนี้
เทคนิคจากล่างขึ้นบน
ข้อต่อแนวตั้งมักถูกเชื่อมโดยการเลื่อนอิเล็กโทรดไปในทิศทางจากล่างขึ้นบน เส้นทางนี้ให้การควบคุมที่เสถียรยิ่งขึ้น และส่วนโค้งไฟฟ้าช่วยยึดอ่างหลอมอย่างมั่นใจ ป้องกันการแพร่กระจาย โดยการส่งผ่านจากล่างขึ้นบนจึงจะสามารถสร้างตะเข็บแนวตั้งคุณภาพสูงสุดได้

แน่นอนว่าก่อนที่จะเริ่มเชื่อมตะเข็บแนวตั้ง ควรเตรียมและดำเนินการขอบเขตรอยต่อตามข้อกำหนดทางเทคนิค เครื่องเชื่อมจำเป็นต้องปรับให้เข้ากับสภาพการเชื่อม (ตั้งค่ากระแส เลือกอิเล็กโทรด)
เริ่มแรกมีการสร้าง "ตะปู" หลายจุดตามแนวรอยต่อ - เชื่อมด้วยตะเข็บสั้น (1 - 2 ซม.)วัตถุประสงค์ของการกระทำดังกล่าวคือเพื่อป้องกันการเคลื่อนตัวของชิ้นส่วนที่ถูกเชื่อมในระหว่างกระบวนการทำความร้อนอันเนื่องมาจากการเปลี่ยนรูปของอุณหภูมิ

เมื่อทำการเชื่อมข้อต่อในแนวตั้ง มุมของการยึดอิเล็กโทรดที่สัมพันธ์กับระนาบที่ตะเข็บจะวางอยู่จะคงอยู่ภายใน 45-90°
คำแนะนำของช่างเชื่อมกำหนดการดำเนินการต่อไปนี้:
- การสัมผัสของอิเล็กโทรดกับโลหะจะทำให้เกิดส่วนโค้ง
- “แทค” ทำที่ 3-4 จุดตามแนวรอยต่อจากตรงกลางถึงขอบ
- การเชื่อมเริ่มต้นที่จุดต่ำสุดของแนวรอยต่อ
- จังหวะอิเล็กโทรดพุ่งขึ้นด้านบน สระเชื่อมจะอยู่ในพื้นที่ทำงาน
อิเล็กโทรดควรก้าวไปข้างหน้าด้วยความเร็วปานกลาง เกณฑ์ความเร็วหลักคือการก่อตัวของปริมาณการหลอมที่เหมาะสมที่สุดในสระเชื่อม
พร้อมกับจังหวะแนวตั้งของอิเล็กโทรด อนุญาตให้เคลื่อนที่ซิกแซกตามขวางใน "เสี้ยว" "ก้างปลา" หรือ "รูปแบบ" อื่น ๆ ได้ แต่เทคนิคการลากเส้นตามขวางดูเหมือนจะเกี่ยวข้องกับโลหะที่มีความหนาของผนังมากกว่า 4 มม. เท่านั้น
ขอแนะนำให้เชื่อมโลหะด้วยตะเข็บแนวตั้งในรอบเดียวโดยไม่หยุด สำหรับช่างเชื่อมมือใหม่ เรื่องนี้ดูยากครับ อย่างไรก็ตามประสบการณ์จะได้รับอย่างรวดเร็ว
เทคนิคจากบนลงล่าง
เมื่อสั่งสมประสบการณ์มา ช่างเชื่อมสามารถวางตะเข็บแนวตั้งได้อย่างง่ายดายโดยการเลื่อนอิเล็กโทรดจากบนลงล่าง เคล็ดลับในการดำเนินการดังกล่าวคืออะไร?
ง่ายมาก: เมื่อจุดไฟอาร์กไฟฟ้า อิเล็กโทรดจะอยู่ในตำแหน่งที่สัมพันธ์กับระนาบการทำงานที่มุม 90°ทันทีที่โลหะที่จุดเกิดส่วนโค้งเริ่มละลาย มุมในการติดตั้งอิเล็กโทรดจะเปลี่ยนไป15-20º โดยลดตัวยึดลงเล็กน้อย

การเดินสายไฟของอิเล็กโทรดตามแนวรอยต่อของโลหะที่มีผนังหนานั้นดำเนินการด้วยซิกแซกตามขวางของรูปร่าง "ฟันเลื่อย" หรือ "สี่เหลี่ยม" ช่างเชื่อมบางคนใช้เทคนิคการกระจายตัวหลอมแบบ "คล้ายคลื่น"
ในขณะเดียวกันวิธีการสร้างตะเข็บแนวตั้งจากบนลงล่างนั้นมาพร้อมกับความยากลำบากอย่างมากสำหรับช่างเชื่อม อย่างไรก็ตาม ตามที่ผู้เชี่ยวชาญหลายคนกล่าวไว้ การเชื่อมในรูปแบบนี้ให้ผลลัพธ์ที่ดีที่สุดในแง่ของตัวบ่งชี้คุณภาพ
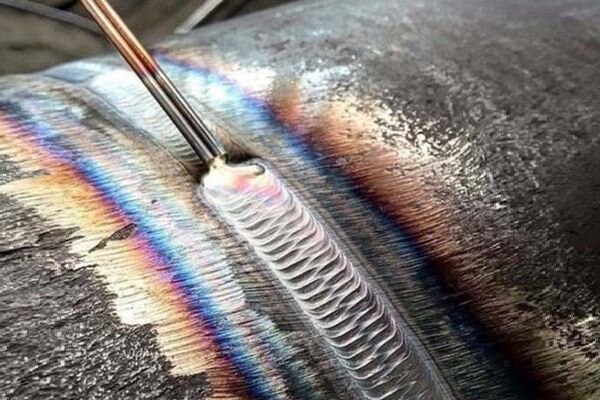
เทคโนโลยีการเชื่อมตะเข็บแนวนอน
ลักษณะเฉพาะของการเชื่อมตะเข็บแนวนอนเกือบจะเหมือนกับการเชื่อมแนวตั้ง ความแตกต่างทางเทคนิค - อีกครั้งการจัดการมุมของการติดตั้งอิเล็กโทรด
ทิศทางการเคลื่อนที่ระหว่างการเชื่อมชิ้นส่วนที่ข้อต่อสามารถเลือกได้จากจุดซ้ายสุดไปยังจุดขวาสุดหรือในทางกลับกัน ทางเลือกเฉพาะของทิศทางจะถูกกำหนดโดยช่างเชื่อมโดยขึ้นอยู่กับระดับความสะดวกสบายส่วนบุคคล

แต่จะเชื่อมตะเข็บแนวนอนด้วยการเชื่อมไฟฟ้าอย่างไรให้ถูกวิธี เพื่อไม่ให้โลหะหลอมไหลออกจากร่องเนื่องจากแรงโน้มถ่วงทำหน้าที่?
ที่นี่ช่างเชื่อมจำเป็นต้องเลือกตำแหน่งสำหรับอิเล็กโทรดซึ่งแรงของส่วนโค้งไฟฟ้าจะเทียบเท่ากับแรงโน้มถ่วงของหยดโลหะอาจจำเป็นต้องปรับความแรงของกระแสและเลือกความเร็วการเคลื่อนที่ของอิเล็กโทรดที่เหมาะสมที่สุด
โดยทั่วไปการเชื่อมตะเข็บแนวนอนจะดำเนินการอย่างต่อเนื่องจนเสร็จสิ้น อย่างไรก็ตามหากคุณไม่สามารถควบคุมการหลอม (สระเชื่อม) ได้คุณสามารถลองเปลี่ยนเทคนิค - เปลี่ยนไปใช้จังหวะที่มีการดับส่วนโค้งเป็นระยะ
รายละเอียดปลีกย่อยทั้งหมดนี้ได้รับการพัฒนาโดยอาศัยประสบการณ์ในการเชื่อม ดังนั้นอย่าสิ้นหวังหากไม่มีสิ่งใดได้ผลในความพยายามครั้งแรกของคุณ

ตามกฎแล้วการก่อตัวของตะเข็บแนวนอนที่มีความกว้างและความลึกของการเจาะที่ต้องการนั้นเกิดขึ้นได้จากการเคลื่อนไหวตามขวางอย่างระมัดระวังของปลายที่ไหม้ของอิเล็กโทรดจากขอบของส่วนที่ต่อกันหนึ่งไปยังอีกขอบของอีกส่วนหนึ่ง
เมื่อเชื่อมโลหะที่มีความหนาสูงสุด 4 มม. จะใช้ตัวเลือกต่าง ๆ สำหรับ "รูปแบบ" ของจังหวะตามขวางของอิเล็กโทรด ไม่มีคำแนะนำเฉพาะในเรื่องนี้ สิ่งสำคัญคือการได้รับความกว้างของตะเข็บและความลึกของการเจาะที่ต้องการ
ส่วนโค้งไฟฟ้า: การควบคุมความยาวที่เหมาะสมที่สุด
ขนาดของช่องว่างระหว่างปลายด้านร้อนของอิเล็กโทรดกับระนาบโลหะ ซึ่งเพียงพอสำหรับการก่อตัวของการปล่อยประจุไฟฟ้า เรียกว่าความยาวส่วนโค้ง เสาหลักประการหนึ่งของการสอนช่างเชื่อมคือการควบคุมความยาวส่วนโค้งที่เหมาะสมที่สุด
ตามทฤษฎีแล้ว ในโหมดการเชื่อม สามารถรับช่องว่างส่วนโค้งได้สามช่อง:
- สั้น (1 – 1.5 มม.)
- ยาว (3.5 – 6 มม.)
- ปกติ (2 – 3 มม.)
โหมดการเผาไหม้ส่วนโค้งสั้นมีลักษณะเฉพาะคือการให้ความร้อนที่ไม่เพียงพอของโลหะตลอดความกว้างในกรณีเช่นนี้จะมีสิ่งที่เรียกว่า "การตัดราคา" เกิดขึ้นตามขอบของตะเข็บ - การหดเล็ก ๆ การมีข้อบกพร่องดังกล่าวบ่งชี้ถึงตัวบ่งชี้คุณภาพการเชื่อมต่ำ

โหมดการเชื่อมอาร์คยาวมักจะมาพร้อมกับการดับไฟเป็นระยะ ตรงนี้มีความร้อนเล็กน้อยของโลหะในเชิงลึก ไม่จำเป็นต้องพูดถึงคุณภาพตะเข็บที่ดี
ดังนั้นตัวเลือกเดียวที่เหลืออยู่ที่ช่างเชื่อมมือใหม่ควรเน้นคือความยาวส่วนโค้งปกติซึ่งไม่ควรเกิน Ld = 0.5-1.1 * De (Ld - ความยาวส่วนโค้ง; De - เส้นผ่านศูนย์กลางอิเล็กโทรด)
การควบคุมตำแหน่งอิเล็กโทรด
กระบวนการเชื่อมสามารถดำเนินการในตำแหน่งได้ อิเล็กโทรด มุมข้างหน้า มุมข้างหลัง มุมฉาก ด้วยการใช้วิธีการทางเทคโนโลยีทั้งสามวิธีนี้ ช่างเชื่อมสามารถสร้างตะเข็บในสภาวะการผลิตที่แตกต่างกันได้

ดังนั้นวิธี "มุมไปข้างหน้า" จึงถูกนำมาใช้แบบดั้งเดิมในการเชื่อมต่อองค์ประกอบที่มีตะเข็บแนวนอนและแนวตั้งในสภาพของตำแหน่งด้านบนของชิ้นส่วนในพื้นที่ (การเชื่อมเพดาน) เทคนิคเดียวกันนี้ใช้สำหรับการเชื่อมข้อต่อท่อคงที่หรือเมื่อสร้างแบบโฮมเมดได้สำเร็จ เตาถังแก๊ส.
ด้วยการยึดอิเล็กโทรดไว้ที่มุมขวา (90°) อย่างเคร่งครัด ช่างเชื่อมจึงมั่นใจได้ว่างานจะดำเนินการในสถานที่ที่เข้าถึงยาก สุดท้าย เทคนิค "มุมหลัง" ช่วยให้งานเชื่อมข้อต่อมุมมีคุณภาพสูง
เมื่อติดตั้งอิเล็กโทรดในมุมไปข้างหน้า มักจะทำงานกับโลหะที่มีผนังบาง ในตำแหน่งนี้ของอิเล็กโทรด จะได้ตะเข็บกว้างที่มีความลึกตื้น ในทางกลับกัน สำหรับโลหะที่มีผนังหนา พวกเขาพยายามใช้เทคนิค "มุมถอยหลัง" เพื่อให้แน่ใจว่าโลหะได้รับความร้อนจนถึงระดับความลึกที่เพียงพอ
พารามิเตอร์ปัจจุบันและการเคลื่อนที่ของอิเล็กโทรด
ค่าของกระแสและความเร็วการเคลื่อนที่ของอิเล็กโทรดเป็นปัจจัยสำคัญที่มีอิทธิพลต่อคุณภาพของตะเข็บ การเชื่อมด้วยกระแสสูงจะมาพร้อมกับการให้ความร้อนของโลหะในระดับความลึกที่ดีซึ่งช่วยให้คุณสามารถเพิ่มความเร็วในการเคลื่อนที่ของอิเล็กโทรดได้ หากมีอัตราส่วนที่เหมาะสมของกระแสและความเร็วในการเคลื่อนที่ของอิเล็กโทรด จะทำให้ได้ตะเข็บคุณภาพสูงสม่ำเสมอ
ตารางความสอดคล้องของกระแสไฟฟ้า อิเล็กโทรด ความหนาของโลหะ
| ความแรงปัจจุบัน A | เส้นผ่านศูนย์กลางอิเล็กโทรด มม | ความหนาของโลหะ มม |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
เมื่อเคลื่อนอิเล็กโทรดด้วยความเร็วหนึ่ง ควรคำนึงถึงขนาดของกำลังส่วนโค้งด้วย การจ่ายอิเล็กโทรดเร็วเกินไปที่พลังงานต่ำจะไม่สามารถให้อุณหภูมิความร้อนที่เพียงพอ
เป็นผลให้ไม่สามารถเชื่อมโลหะตามความลึกที่ต้องการได้ ตะเข็บจะ "นอน" บนพื้นผิวโดยแทบไม่ "จับ" ขอบของขอบ

ในทางตรงกันข้ามในสภาวะที่อิเล็กโทรดเคลื่อนตัวช้าเกินไปบรรยากาศที่ร้อนเกินไปจะถูกสร้างขึ้นซึ่งคุกคามการเสียรูปของโลหะบนแนวเชื่อม หากองค์ประกอบโลหะมีโครงสร้างบาง ส่วนโค้งอันทรงพลังก็จะเผาไหม้ผ่านโลหะ
คุณสามารถฝึกฝนเป็นช่างเชื่อมมือใหม่และฝึกฝนทักษะการเย็บตะเข็บได้สำเร็จ การผลิตเตาสำหรับการทดสอบฐานของตัวเครื่องเป็นท่อโลหะเราขอแนะนำให้คุณอ่านข้อมูลที่เป็นประโยชน์
คำแนะนำสำหรับช่างเชื่อมมือใหม่
งานเชื่อมสามารถทำได้หากใช้อุปกรณ์ที่เหมาะสมเท่านั้น
ชุดมาตรฐานประกอบด้วย:
- เสื้อแจ็คเก็ต กางเกง ถุงมือ รองเท้า ผลิตจากวัสดุทนไฟ ทนทาน แข็งแรง
- ผ้าโพกศีรษะที่คลุมด้านหลังศีรษะอย่างสมบูรณ์
- หน้ากากป้องกันพิเศษสำหรับใบหน้าและดวงตา
ในการเชื่อมคุณควรใช้อุปกรณ์ที่ใช้งานได้ซึ่งชิ้นส่วนไฟฟ้าซึ่งปิดด้วยตัวเรือนที่เชื่อถือได้ สายไฟฟ้าที่รวมอยู่ในอุปกรณ์จะต้องมีฉนวนที่สมบูรณ์และสอดคล้องกับลักษณะทางไฟฟ้าของอุปกรณ์
สถานที่ของช่างเชื่อมจะต้องมีโต๊ะทำงาน แหล่งกำเนิดแสง รถบัสสายดิน อุปกรณ์ป้องกันไฟฟ้าช็อต และอุปกรณ์ดับเพลิง
และก่อนเริ่มงานคุณต้องศึกษาให้รอบคอบก่อน กฎการเชื่อมไฟฟ้าพิจารณาและศึกษาวิธีการและทางเลือกในการสร้างความเชื่อมโยง
บทสรุปและวิดีโอที่เป็นประโยชน์ในหัวข้อ
เราขอเชิญคุณชมวิดีโอเวิร์คช็อปการเชื่อม: วิธีเชื่อมตะเข็บแนวนอนและแนวตั้ง:
ไม่จำเป็นต้องเป็นช่างเชื่อมที่มีคุณสมบัติเหมาะสม แต่ควรมีความชำนาญในเทคนิคการเชื่อม ด้วยทักษะการเชื่อมที่มีอยู่ บุคคลจึงมีโอกาสมากขึ้นในการดำเนินโครงการในครัวเรือนต่างๆ
หากคุณต้องการคุณสามารถศึกษาเทคโนโลยีได้ตลอดเวลาและประสบการณ์เชิงปฏิบัติจะช่วยให้คุณเชี่ยวชาญเทคนิคการปฏิบัติงานในระดับสูง
คุณต้องการพูดคุยเกี่ยวกับประสบการณ์การเชื่อมของคุณเองหรือไม่? คุณรู้รายละเอียดปลีกย่อยของกระบวนการที่ไม่ได้ระบุไว้ในบทความหรือไม่? กรุณาเขียนความคิดเห็นในบล็อกด้านล่าง




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}