เกี่ยวกับวิธีการควบคุมด้วยเกจของเกลียวท่อทรงกระบอก
ในช่วงไม่กี่ปีที่ผ่านมา หม้อน้ำแบบไบเมทัลลิกพร้อมตัวสะสมเหล็กและโครงอลูมิเนียมภายนอกได้รับความนิยมมากขึ้นในกลุ่มอุปกรณ์ทำความร้อนแบบแยกส่วนตามเทคโนโลยีของยุโรป เธรดภายในของอุปกรณ์ทำความร้อนจากผู้ผลิตส่วนใหญ่ทำโดยใช้วิธีการรีด เกลียวม้วนให้การเชื่อมต่อเกลียวที่ทนทานและปลอดภัย ดังที่เห็นได้จากความสำเร็จในการใช้หม้อน้ำไบเมทัลลิกเป็นเวลาหลายปี
ตาม GOST 31311-2005 “ อุปกรณ์ทำความร้อน ภาวะทางเทคนิคทั่วไป” (ข้อ 8.2) การต่อเกลียวของอุปกรณ์ทำความร้อนให้ทดสอบด้วยเกจเกลียว ในเวลาเดียวกัน ผู้ผลิตหม้อน้ำแต่ละรายที่ใช้เทคโนโลยีเกลียว เช่นเดียวกับสมาคมอุตสาหกรรมที่ไม่แสวงหากำไร ได้เสนอ/อุทธรณ์ต่อหน่วยงานภาครัฐ หน่วยงาน และบริการต่างๆ ซ้ำแล้วซ้ำเล่า โดยมีข้อกำหนดให้ตรวจสอบเกลียวภายในเพิ่มเติมด้วยเกจวัดเรียบ
เอกสารนี้จะตรวจสอบความถูกต้องของข้อเสนอเหล่านี้และความเหมาะสมในการแนะนำข้อกำหนดเพิ่มเติมดังกล่าวโดยใช้ตัวอย่างของเกลียว G1 ซึ่งใช้กับอุปกรณ์ทำความร้อนส่วนใหญ่
อันดับแรก มาดูข้อกำหนดพื้นฐานสำหรับการทำเกลียวไปป์กันก่อน
- พารามิเตอร์ของเกลียวท่อทรงกระบอกถูกกำหนดโดย GOST 6357-81 “มาตรฐานพื้นฐานของการใช้แทนกันได้ เกลียวท่อทรงกระบอก” ตามที่:
โปรไฟล์เธรดที่ระบุและขนาดขององค์ประกอบจะต้องสอดคล้องกับที่ระบุไว้ในภาพวาดที่ 1:
การวาดภาพ 1
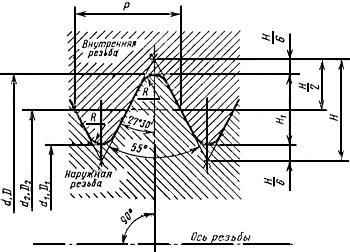
ขนาดของตัวบ่งชี้ข้างต้นเป็นมิลลิเมตรสำหรับเธรด G1 แสดงในตารางที่ 1:
ตารางที่ 1
| สเต็ป ป | เอ็น | H1 | ร | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
ในเวลาเดียวกันตาม GOST 6357-81 เดียวกันนั้นอนุญาตให้สร้างเธรดที่มีค่าเบี่ยงเบนจากค่าที่ระบุ (ความคลาดเคลื่อน) โดยที่เธรดจะปฏิบัติตาม GOST 6357-81 ด้วย
แบบแผนของฟิลด์พิกัดความเผื่อสำหรับเกลียวภายนอกและเกลียวภายในแสดงไว้ในภาพวาดที่ 2
การเบี่ยงเบนจะถูกนับจากโปรไฟล์เกลียวที่กำหนด (ในอุดมคติ) ในทิศทางที่ตั้งฉากกับแกนเกลียว
การวาดภาพ 2
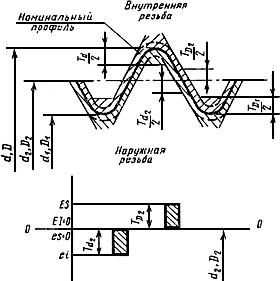

— ความคลาดเคลื่อนเส้นผ่านศูนย์กลาง d, d2, D1, D2
ค่าตัวเลขของความคลาดเคลื่อนสำหรับเส้นผ่านศูนย์กลางของเกลียวภายนอกและภายในจะต้องสอดคล้องกับค่าที่ระบุในตารางที่ 3:
ตารางที่ 3
| การกำหนดขนาดเกลียว | พิทช์ P, มม | ด้ายภายนอก | ด้ายภายใน | ||||
| เส้นผ่านศูนย์กลางของเกลียว | |||||||
| เส้นผ่านศูนย์กลางภายนอกของเกลียวตัวผู้ | เส้นผ่านศูนย์กลางเฉลี่ยของเกลียวภายนอก | เส้นผ่านศูนย์กลางเกลียวภายในเฉลี่ย | เส้นผ่านศูนย์กลางภายในของเกลียวใน | ||||
| ความคลาดเคลื่อนไมครอน | |||||||
| ทีดี | ทีดี2 | ทีดี2 | ทีดี1 | ||||
| คลาสเอ | คลาสบี | คลาสเอ | คลาสบี | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
โปรดทราบว่าตามตารางที่ 1 ค่าของ H1 (ความสูงในการทำงานของโปรไฟล์เกลียว) เท่ากับ 1.478515 มม. และตามตารางที่ 3 ค่าเผื่อเส้นผ่านศูนย์กลางภายในของเกลียวภายใน D1 และเส้นผ่านศูนย์กลางภายนอกของ เกลียวภายนอก d คือ 640 μm และ 360 μm ตามลำดับ รูปที่ 3 แสดงโปรไฟล์เธรดภายในและภายนอก G1 ซึ่งสร้างขึ้นด้วยความเบี่ยงเบนสูงสุดที่อนุญาตจากโปรไฟล์ระบุตามตารางที่ 3 นอกจากนี้ โปรไฟล์เธรดเหล่านี้ยังปฏิบัติตามข้อกำหนดของ GOST 6357-81 อย่างสมบูรณ์
การวาดภาพ 3
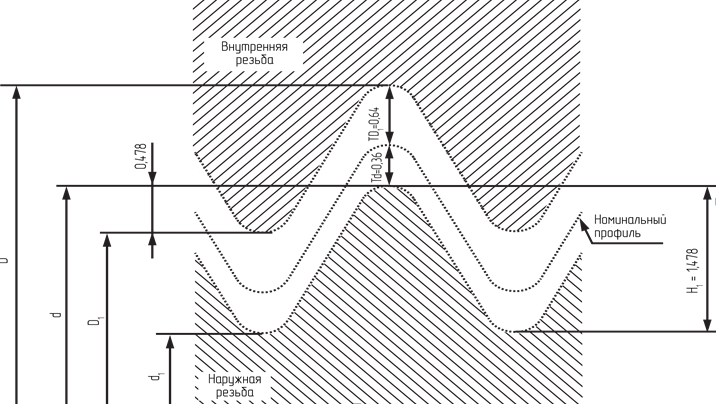
ภาพวาดแสดงให้เห็นอย่างชัดเจนว่าในกรณีนี้ มีเพียง 32.4% ของความสูงของโปรไฟล์เกลียวเท่านั้นที่เกี่ยวข้องกับการเชื่อมต่อแบบเกลียว
ในเรื่องนี้ตำแหน่งของผู้ผลิตอุปกรณ์ทำความร้อนบางรายรวมถึงสมาคมอุตสาหกรรมเฉพาะทางซึ่งถือว่าเป็นที่ยอมรับไม่ได้ที่จะรับรู้ว่าเธรดเป็นที่ยอมรับได้หากโปรไฟล์ของเธรดมีค่าเพียง 38% ของค่าที่ระบุนั้นน่าประหลาดใจอย่างยิ่ง เห็นได้ชัดว่าผู้ผลิตและสมาคมเหล่านี้ไม่เข้าใจพื้นฐานเบื้องต้นของ GOST 6357-81 ในแง่ของเธรด (ขนาดใด) ที่ถือว่าทำขึ้นตาม GOST นี้
ในความเห็นของเรา ความจำเป็นในการยอมรับที่สำคัญดังกล่าวมีความเกี่ยวข้องกับข้อกำหนดของย่อหน้า 5.1.6 “ SP 73.13330.2016 ระบบสุขาภิบาลภายในของอาคาร” ตามที่ “เมื่อประกอบยูนิต การเชื่อมต่อแบบเกลียวจะต้องปิดผนึก
ในฐานะที่เป็นสารเคลือบหลุมร่องฟันสำหรับการเชื่อมต่อแบบเกลียวที่อุณหภูมิของตัวกลางที่ขนส่งสูงถึง 378 K (105°C) ขอแนะนำให้ใช้เทป FUM หรือเส้นใยแฟลกซ์ตามมาตรฐาน GOST R 53484 ซึ่งชุบด้วยตะกั่วสีแดงหรือตะกั่วสีขาวผสมกับน้ำมันทำแห้งตามธรรมชาติ หรือยาแนวชนิดเพสต์ปิดผนึกแบบพิเศษ”
ตอนนี้เรามาดูประเด็นหลักของบทความนี้กันดีกว่า: แนะนำให้รวมไว้ในเอกสารกำกับดูแลเกี่ยวกับการควบคุมเกลียวของอุปกรณ์ทำความร้อนซึ่งเป็นข้อกำหนดสำหรับการตรวจสอบบังคับของเกลียวภายในด้วยเกจเรียบ
มาวิเคราะห์ข้อเสนอสำหรับการตรวจสอบเกลียวภายในของอุปกรณ์ทำความร้อนโดยใช้เกจพาสทรูที่เรียบ:
พิจารณาตัวเลือกในอุดมคติเมื่อทำเธรดภายในตาม GOST 6357-81 อย่างเคร่งครัดเช่น ตามหลักการแล้วตามโปรไฟล์ที่ระบุโดยไม่มีเกณฑ์ความคลาดเคลื่อนใดๆ ในกรณีนี้ตามตารางที่ 2 เส้นผ่านศูนย์กลางของเกลียวภายในจะเป็น 30.291 มม.
ลองตรวจสอบกระทู้นี้ด้วยเกจวัดผ่านเรียบ
ตามข้อ 6.2 GOST 2533-88 “เกจสำหรับเกลียวท่อ ขนาดเส้นผ่านศูนย์กลางของความคลาดเคลื่อนของเกจวัดเรียบสำหรับการทดสอบเกลียวภายนอกและภายในควรถูกกำหนดตามสูตรที่กำหนดในตารางที่ 4
ตารางที่ 4
| การกำหนด (ประเภทหมายเลข) ความสามารถ | ชื่อและวัตถุประสงค์ของประเภทลำกล้อง | เส้นผ่านศูนย์กลางลำกล้อง | |
| นิกาย | ค่าเบี่ยงเบนสูงสุด | ||
| เกจวัดเกลียวภายใน | |||
| ประชาสัมพันธ์ (23) | ปลั๊กเกจวัดทะลุผ่านได้อย่างราบรื่น |  |  |
| ไม่ (24) | เกจวัดปลั๊กแบบไม่ต้องใช้งานเรียบ |  |  |
ค่าของตัวบ่งชี้ H1 และ Z1 แสดงไว้ในตารางที่ 5
ตารางที่ 5
| ค่า TD1 ตาม GOST 6357 | H1, ไมโครเมตร | Z1 |
| จาก 375 µm ถึง 710 µm | 26 | 52 |
จากการวิเคราะห์ข้อมูลในตารางด้านบน เส้นผ่านศูนย์กลางของเกจวัดทางเรียบจะเท่ากับ:
- ค่าที่กำหนด: D1+ 52 µm = 30.343 มม
- ค่าที่มีความเบี่ยงเบนบนสูงสุด: D1+ 52 µm + 13 µm = 30.356 มม.
- ค่าที่มีความเบี่ยงเบนต่ำสุดสูงสุด: D1+ 52 µm - 13 µm = 30.330 มม.
โปรดทราบว่าตามข้อ 2.3 ภาคผนวก 2 “กฎการใช้เกจ” ของ GOST 24939-81 “เกจสำหรับเกลียวทรงกระบอก” “เกจที่วิ่งเรียบจะต้องเข้าสู่เกลียวควบคุมอย่างอิสระภายใต้อิทธิพลของน้ำหนักของมันเองหรือแรงบางอย่าง”
ในเรื่องนี้เราได้ภาพที่ขัดแย้งกันซึ่งเกจวัดทะลุเรียบและปราศจากการสึกหรอซึ่งมีเส้นผ่านศูนย์กลางต่ำสุดที่เป็นไปได้คือ 30.330 มม. ควรพอดีกับเกลียวที่ทำขึ้นตาม GOST 6357-81 อย่างอิสระซึ่งมีเส้นผ่านศูนย์กลางของ ซึ่งก็คือ 30.291 มม. (ระบุ) ซึ่งโดยพื้นฐานแล้วเป็นไปไม่ได้
ดังนั้นเมื่อตรวจสอบเธรดที่ทำขึ้นอย่างสมบูรณ์ตาม GOST 6357-81 ด้วยเกจวัดทะลุเรียบ เธรดนี้จะได้รับการยอมรับว่าไม่เป็นไปตาม GOST 6357-81 ซึ่งในตัวมันเองนั้นไร้สาระ
บางส่วนอธิบายกรณีที่การเชื่อมต่อแบบเกลียวที่ทำตามมาตรฐาน GOST 6357-81 คลาส A ซึ่งต้องการการทำเกลียวที่แม่นยำยิ่งขึ้นในแง่ของค่าเบี่ยงเบนที่อนุญาต (ความคลาดเคลื่อน) จะถูกปฏิเสธเมื่อทดสอบด้วยเกจวัดผ่านเรียบ
เมื่อพิจารณาถึงข้างต้น เราสามารถสรุปได้ว่าการแนะนำข้อกำหนดเพิ่มเติมสำหรับการตรวจสอบเกลียวภายในของอุปกรณ์ทำความร้อนด้วยเกจวัดทะลุเรียบจะไม่เพียงแต่จะไม่รับประกันการควบคุมการทำงานของเธรดตาม GOST 6357-81 เท่านั้น แต่ ในทางตรงกันข้ามจะนำไปสู่สถานการณ์ที่ไร้สาระเมื่อสิ่งที่ทำขึ้นตามข้อกำหนดทั้งหมด อุปกรณ์ทำความร้อน GOST จะถือว่ามีข้อบกพร่อง
ต่อไป เราจะวิเคราะห์ข้อเสนอสำหรับการตรวจสอบเกลียวภายในของอุปกรณ์ทำความร้อนโดยใช้เกจแบบไม่ผ่านที่ราบรื่น:
ลองพิจารณาตัวเลือกเมื่อทำเกลียวภายในให้สอดคล้องกับ GOST 6357-81 อย่างสมบูรณ์ แต่มีความทนทานสูงสุดที่ GOST กำหนดไว้คือ 640 ไมครอน (ดูตัวบ่งชี้ TD1 ตารางที่ 3) ในกรณีนี้เส้นผ่านศูนย์กลางเกลียวภายในจะเท่ากับ 30.931 มม.
ลองตรวจสอบกระทู้นี้ด้วยเกจ no-go ที่ราบรื่น
จากการวิเคราะห์ข้อมูลที่ให้ไว้ในตารางที่ 4 และตารางที่ 5 พบว่าเส้นผ่านศูนย์กลางของเกจแบบเดินเรียบจะเท่ากับ:
- ค่าที่กำหนด: D1+ 640 µm = 30.931 มม
- ค่าในส่วนเบี่ยงเบนบนสูงสุด: D1+ 640 µm + 13 µm = 30.944 มม.
- ค่าในส่วนเบี่ยงเบนต่ำสุดสูงสุด: D1+ 640 µm - 13 µm = 30.918 มม.
โปรดทราบว่าตามข้อ 2.4 ภาคผนวก 2 “กฎสำหรับการใช้เกจ” ของ GOST 24939-81 “เกจสำหรับเกลียวทรงกระบอก” “เกจแบบ no-go แบบเรียบไม่ควรเข้าไปในเกลียวควบคุมภายใต้อิทธิพลของน้ำหนักของมันเองหรือแรงบางอย่าง”
ในเรื่องนี้เราได้รับภาพที่ขัดแย้งกันอีกครั้งซึ่งเกจ NON-pass ที่ราบรื่นและปราศจากการสึกหรอซึ่งมีเส้นผ่านศูนย์กลางต่ำสุดที่เป็นไปได้คือ 30.918 มม. ไม่ควรพอดีกับเกลียวที่ทำขึ้นตาม GOST 6357-81 โดยมีความคลาดเคลื่อนสูงสุด ซึ่งมีเส้นผ่านศูนย์กลาง 30.931 มม. ซึ่งโดยพื้นฐานแล้วเป็นไปไม่ได้เลย
ดังนั้นเมื่อตรวจสอบเธรดที่ทำขึ้นตาม GOST 6357-81 ด้วยเกจ NON-GOING ที่ราบรื่น เธรดนี้จะได้รับการยอมรับว่าไม่เป็นไปตาม GOST 6357-81 ซึ่งในตัวมันเองนั้นไร้สาระ
เมื่อพิจารณาถึงข้างต้น เราสามารถสรุปได้ว่าการแนะนำข้อกำหนดเพิ่มเติมเพื่อตรวจสอบเกลียวภายในของอุปกรณ์ทำความร้อนด้วยเกจที่ไม่ผ่านเรียบจะไม่รับประกันการควบคุมการทำงานของเธรดเพื่อให้สอดคล้องกับ GOST 6357-81
ดังนั้นการวิเคราะห์ข้างต้นแสดงให้เห็นอย่างชัดเจนว่าการใช้เกจเรียบไม่เพียงแต่ไม่สามารถสร้างความสอดคล้องหรือไม่ปฏิบัติตามข้อกำหนดของเธรดกับข้อกำหนดของ GOST 6357-81 ได้อย่างชัดเจน แต่ยังอาจนำไปสู่การรับรู้เธรดที่ ปฏิบัติตาม GOST นี้อย่างสมบูรณ์ว่ามีข้อบกพร่อง
กฎสำหรับการใช้เกจวัดแบบเรียบนั้นเป็นที่สนใจเป็นพิเศษ มีการกำหนดไว้ใน GOST 24939-81 "เกจสำหรับเกลียวทรงกระบอก" (ภาคผนวก 2 "กฎสำหรับการใช้เกจ")
ดังนั้น สำหรับปลั๊กเกจแบบ go-through ที่ราบรื่น มีข้อกำหนดว่าเกจจะต้องเข้าไปในเกลียวที่ถูกควบคุมอย่างอิสระภายใต้อิทธิพลของน้ำหนักของมันเองหรือแรงบางอย่าง และสำหรับเกจปลั๊กแบบไม่ผ่านที่ราบรื่นมีข้อกำหนดว่า เกจนี้จะต้องไม่เข้าไปในเกลียวที่ถูกควบคุมภายใต้อิทธิพลของน้ำหนักของมันเองหรือความแข็งแกร่งบางอย่าง
ในเวลาเดียวกัน ทั้งกฎสำหรับการใช้ Calibers หรือ GOST 24939-81 หรือเอกสารกำกับดูแลอื่นใดไม่ได้กำหนดว่าใครและอย่างไรควรกำหนดขนาดของแรงนี้ และในทิศทางใดที่ควรดำเนินการกับลำกล้อง
จากนี้เราสามารถสรุปได้ชัดเจน เนื่องจากไม่มีวิธีการเดียวในการใช้คาลิเปอร์ที่กำหนดโดยกฎระเบียบที่เกี่ยวข้อง
นอกจากนี้ตามความเห็นของเรา เมื่อพูดถึงข้อกำหนดในการทดสอบเกลียวของอุปกรณ์ทำความร้อน ขอแนะนำให้พิจารณาเงื่อนไขที่คล้ายกันของมาตรฐานสำหรับองค์ประกอบระบบทำความร้อนที่เชื่อมต่อโดยตรงกับอุปกรณ์ทำความร้อน
ดังนั้นในส่วน “2. ข้อมูลอ้างอิงตามข้อบังคับ" GOST 30815-2002 "เทอร์โมสแตทอัตโนมัติสำหรับอุปกรณ์ทำความร้อนของระบบทำน้ำร้อนในอาคาร" มีการกล่าวถึง GOST 6357-81 อย่างไรก็ตามจะไม่มีการใช้เพิ่มเติมในข้อความ อาจเป็นเพราะเหตุนี้ใน GOST 30815-2019 ฉบับใหม่ GOST 6357-81 จึงไม่อยู่ในรายการอ้างอิงด้านกฎระเบียบโดยสิ้นเชิง
นอกจากนี้ใน GOST 21345-2005 “บอลวาล์วทรงกรวยและทรงกระบอก” GOST 6357 ก็ไม่ได้กล่าวถึงเช่นกัน
ดังนั้นในมาตรฐาน GOST 30815-2019 และ GOST 21345-2005 สำหรับองค์ประกอบของระบบทำความร้อนที่เชื่อมต่อโดยตรงกับอุปกรณ์ทำความร้อนจึงไม่มีข้อกำหนดสำหรับการทดสอบเธรดเพื่อให้สอดคล้องกับ GOST 6357-81
ในการเชื่อมต่อนี้ยังไม่ชัดเจนว่าผู้เขียนข้อเสนอติดตามเป้าหมายที่แน่นอนในการควบคุมเธรดของอุปกรณ์ทำความร้อนโดยใช้เกจเรียบเพิ่มเติมโดยไม่ต้องสร้างการควบคุมใด ๆ เลยบนเธรดขององค์ประกอบของระบบทำความร้อนที่เชื่อมต่อโดยตรงกับอุปกรณ์ทำความร้อน
ในความเห็นของเรามันไม่มีประโยชน์อย่างยิ่งที่จะดำเนินการหารือเกี่ยวกับการใช้เกจเรียบสำหรับตรวจสอบเกลียวภายในของอุปกรณ์ทำความร้อนต่อหน้า:
- ความแตกต่างระหว่างเส้นผ่านศูนย์กลางระบุของเกลียวภายในและเส้นผ่านศูนย์กลางระบุของรูเรียบที่ระบุในบทความนี้
- ขาดวิธีการที่ได้รับอนุมัติแบบครบวงจรสำหรับการใช้คาลิเบอร์
- ไม่มีข้อกำหนดใด ๆ สำหรับเธรดและวิธีการควบคุมที่เกี่ยวข้องกับองค์ประกอบของระบบทำความร้อนที่เชื่อมต่อโดยตรงกับอุปกรณ์ทำความร้อน
นอกจากนี้ เพื่อสร้างความสัมพันธ์ว่าผลการทดสอบด้วยเกจวัดเรียบส่งผลต่อความแข็งแรงของการเชื่อมต่อแบบเกลียวของอุปกรณ์ทำความร้อนอย่างไร เราได้ทำการทดสอบหลายชุด มีการคัดเลือกตัวอย่างแปดตัวอย่างจากส่วนหม้อน้ำสามประเภทสำหรับการทดสอบ:
- อลูมิเนียม (AL)
- bimetallic พร้อมช่องนำความร้อนเหล็กแนวตั้งและแนวนอน (BM)
- หม้อน้ำอลูมิเนียมพร้อมช่องนำความร้อนเหล็กแนวตั้ง (ASVK)
ตัวอย่างทั้งหมดได้รับการทดสอบด้วยเกจแบบเกลียว (ไปและไม่ไป) และทดสอบเพิ่มเติมด้วยเกจแบบเรียบ ผลการทดสอบด้วยเกจเรียบแสดงไว้ในตารางที่ 6
ตัวอย่างที่ 7 และ 8 ถูกเลือกเพื่อให้เกจวัดเรียบที่ไม่ผ่านพอดีได้อย่างอิสระโดยไม่ต้องใช้แรงมาก โดยมีฟันเฟืองเล็กน้อยเข้าไปในรูเกลียวของส่วนหม้อน้ำ ตัวอย่างถูกขันด้วยปลั๊กสกรูที่แนะนำโดยผู้ผลิตหม้อน้ำ ทำการทดสอบแรงดึงแบบสถิตจนกระทั่งตัวอย่างล้มเหลวในห้องปฏิบัติการที่ได้รับการรับรอง
ตารางที่ 6
ผลการทดสอบแรงดึงแบบสถิต
| หมายเลขตัวอย่าง | ประเภทหม้อน้ำ | ตรวจสอบด้วยสมูทพาสเกจ | ตรวจสอบด้วยเกจวัดไม่เคลื่อนที่อย่างราบรื่น | ทำลายภาระ, N | ขีดจำกัดของสัดส่วน บาร์ |
| 1 | บีเอ็ม | เชิงลบ | ในเชิงบวก | 48 791 | 604,10 |
| 2 | เอเอสวีเค | ในเชิงบวก | ในเชิงบวก | 41 884 | 525,71 |
| 3 | เอเอสวีเค | ในเชิงบวก | ในเชิงบวก | 35 309 | 444,65 |
| 4 | บีเอ็ม | ในเชิงบวก | ในเชิงบวก | 108 272 | 1249,13 |
| 5 | อัล | ในเชิงบวก | ในเชิงบวก | 39 924 | 502,09 |
| 6 | บีเอ็ม | เชิงลบ | ในเชิงบวก | 102 473 | 1061,17 |
| 7 | บีเอ็ม | ในเชิงบวก | เชิงลบ | 46 272 | 563,17 |
| 8 | บีเอ็ม | ในเชิงบวก | เชิงลบ | 52 987 | 619,63 |
ผลการทดสอบได้รับการยืนยันโดยระเบียบการอย่างเป็นทางการของห้องปฏิบัติการทดสอบ การถ่ายภาพวิดีโอและภาพถ่าย
จากตัวอย่างตัวอย่างหมายเลข 4 จะเห็นได้อย่างชัดเจนว่าเมื่อทำการทดสอบหม้อน้ำ bimetallic จะเกิดการเสียรูปในการเชื่อมต่อแบบเกลียว

เมื่อทำการทดสอบหม้อน้ำอะลูมิเนียมและหม้อน้ำที่มีช่องนำความร้อนจากเหล็ก จะเกิดความเสียหายที่ตัวหม้อน้ำ

จากข้อมูลที่ให้มา เป็นไปตามว่าเกลียวของหม้อน้ำทำความร้อนที่ไม่ได้รับการทดสอบด้วยเกจแบบไหลผ่านเรียบ (ตัวอย่างที่ 1, 6) หรือไม่ผ่าน (ตัวอย่างที่ 7, 8) แต่เป็นไปตามข้อกำหนดของ GOST - 6357 เมื่อทดสอบด้วยเกจวัดเกลียวจะสร้างการเชื่อมต่อแบบเกลียวซึ่งจำกัดการเสียรูปตามสัดส่วนซึ่งหลายครั้งเกินกว่าค่าความดันที่องค์ประกอบอื่นของระบบทำความร้อนสามารถทนได้
นอกจากนี้ยังบ่งชี้ว่าหม้อน้ำที่เกลียวไม่ได้รับการทดสอบด้วยเกจเรียบใดๆ ในแง่ของความน่าเชื่อถือและความปลอดภัยในแง่ของการทำลายการเชื่อมต่อเกลียว แสดงให้เห็นสิ่งที่คล้ายกัน และในบางกรณี ผลลัพธ์ที่ดีกว่าเมื่อเปรียบเทียบกับหม้อน้ำที่มีการทดสอบเกลียวทั้งสองแบบ คาลิเบอร์เรียบ
นี่เป็นการพิสูจน์อีกครั้งว่าการตรวจสอบเกลียวด้วยเกจเรียบจะไม่ส่งผลกระทบต่อความแข็งแรงของการเชื่อมต่อเกลียวของหม้อน้ำทำความร้อนและผลที่ตามมาคือความปลอดภัยและความน่าเชื่อถือของอุปกรณ์นี้
ยิ่งไปกว่านั้น สำหรับตัวอย่างหมายเลข 7 และหมายเลข 8 โหลดความล้มเหลวของการเชื่อมต่อแบบเกลียวนั้นสูงกว่าโหลดความล้มเหลวของตัวหม้อน้ำอลูมิเนียมและหม้อน้ำที่มีช่องเหล็กแนวตั้ง เป็นสิ่งสำคัญอย่างยิ่งที่หม้อน้ำอลูมิเนียมที่มีช่องเหล็กแนวตั้งให้ผลลัพธ์ที่แย่กว่าหม้อน้ำอลูมิเนียมทั่วไป
จากทั้งหมดข้างต้นในบทความนี้ เราสามารถสรุปได้ชัดเจนว่าวิธีการที่ให้ไว้ในปัจจุบันสำหรับการตรวจสอบเกลียวภายในของอุปกรณ์ทำความร้อนโดยใช้เกจเกลียวเท่านั้น (ข้อ 8.2. GOST 31311-2005) นั้นเพียงพอแล้วสำหรับการผลิต อุปกรณ์ทำความร้อนที่เชื่อถือได้และปลอดภัยต่อผู้บริโภค อุปกรณ์



